Layman Explanation of Overall Equipment Effectiveness (OEE)
Overall Equipment Effectiveness (OEE)) is a metric used in industry for expressing the “effectiveness” of equipment. It may sound too technical but our goal is to make it very simple to understand.
We will explain the ingredients of Overall Equipment Effectiveness (OEE) to decode it. Once the ingredients are decoded in an intuitive way, Overall Equipment Effectiveness (OEE) will automatically unravel. In the end, we’ll discuss why it is needed? – it’s not like the industry people wanted to come up with a fancy new term.
Let’s not try to beat about the bush and get straight to the point.
The million dollar word in both the metrics is “effective”. It is not about efficiency of equipment. It is not about performance of equipment. it is about effectiveness. The metric is trying to encapsulate a parameter of machines and equipment that is not expressed by the commonly used terms “efficiency” and “performance”.
Therefore, the real deal in understanding “effectiveness” of equipment is in understanding what efficiency, performance and some other terms cannot convey alone.
We will now dare to present you the first mathematical expression in this layman explanation:
OEE = Availability x Performance x Quality Rate
In the above expression, all the individual variables are expressed in the form of percentage between 1-100.
Why Do You Need Overall Equipment Effectiveness (OEE)?
It is not like the industry people just wanted to come up with a fancy new metric for no reason. To understand its physical significance, let us approach the matter in an intuitive way.
Historically, whenever managers and people talked about equipment and industrial plants, they talked about whether everything is up in the plant or not. If a machine was down, it was bad for production and something was needed to be done immediately about it.
Therefore, a natural metric for industrial equipment became the availability (the first component of Overall Equipment Efficiency). The goal became that plant equipment must remain up and never down so that production is never halted.
Once maintenance teams and maintenance management systems evolved, they were able to keep the equipment up most of the time. This goal was now not too hard to chase. Over time, it was not considered an achievement if a maintenance team was able to just keep equipment up most of the time.
The focus now became performance. So, if a motor was not running at its full speed, it meant it is not performing well. It will produce less output which would mean less units produced at the end of the day which was bad for the company.
So, now it was not just about keeping the plant equipment up (high availability) but on top of it, keeping the plant equipment producing at full capacity (high performance).
Overtime, maintenance teams evolved and were able to achieve both a uptime of plant equipment (high availability) as well as kept the plant equipment producing at full capacity most of the time (high performance).
As time went by and quality control philosophy developed, factory owners realized that even if plant equipment has high availability and high performance, it is not enough. It was realized that when plant equipment produced defective equipment, it could not be sold to the customers and resulted in loss of profit.
Eventually, the next natural goal for maintenance teams on top of ensuring high availability and high performance of plant equipment became to ensure high quality production from the machines (the third component of Overall Equipment Effectiveness).
This final cherry of high quality rate over the cake made from high availability and high performance made the overall package which is today called “effectiveness” of plant equipment.
The Overall Equipment Effectiveness (OEE) is therefore a reflection of evolution of plant maintenance goals and plant’s owners expectations from their plant.
Overall Equipment Effectiveness (OEE) is that one metric that encapsulates all three important metrices that have historically been used in industrial plants i.e., high uptime (availability), running at rated speeds (performance) and producing defect-free products (quality rate).
Now that the basic concept of Overall Equipment Efficiency (OEE) is clear, let us go deeper into each of its three ingredients.
Availability
Imagine a hydraulic press machine makes holes in a certain pattern in sheet metal in a factory. If it was supposed to remain up for 18 hours in a day but it actually remained up for only 16 hours a day (due to 2 hours downtime experienced from an unforeseen fault), the availability of the machine for the day would be calculated as:
So, what is it that availability is expressing?
It is expressing the actual time the machine did useful work (pressing patterns on sheet metal) vs. the total time in which it was supposed to do useful work.
Performance
The hydraulic press referred above was rated to punch 125 sheets per hour, however, it actually delivered an average of only 115 sheets/hour because the maintenance personnel had not serviced it properly resulting in speed losses. The performance of the machine for the day would be calculated as:

So, what is it that the performance is expressing?
It is expressing the actual punching speed vs. the punching speed that the machine was supposed to work with.
Quality Rate
The hydraulic press referred above produced a total of 1,840 punched sheets in the day. However, the quality control guy approved 1,800 of the sheets and caught 40 defective sheets i.e., not punched properly. The quality rate of the machine would be calculated as:

So, what is it that the quality rate is expressing?
It is expressing the actual quantity of defect-free sheets the machine produced vs. the number of defect-free sheets the machine was supposed to produce.
Overall Equipment Effectiveness (OEE)
Now, just reconcile the above three factors and “effectiveness” will unravel in front of you:
- The machine remained up only 88.9% of the time it was supposed to remain up.
- In the time it remained up, it performed at only 92% of the speed it was supposed to perform at.
- On top of the above two things, the machine produced only 97.8% of the defect-free sheets it was supposed to produce.
Now let’s state the above three things in reverse order and see the mystery unfold.
The machine produced only 97.8% defect-free sheets at 92% of its rated speed that remained up for only 88.9% of the total time.
So, how much of the time the machine remained “effective” for the company?
It remained effective for 97.8% of 92% of 88.9% of the time i.e.,
Overall Equipment Effectiveness (OEE) = 97.8% x 92% x 88.9% = 79.98%
Conclusively, Overall Equipment Effectiveness (OEE) is a percentage that expresses how effective your plant equipment is being for your company.
If you think our explanation was worth the read, share our article with someone you think would benefit from this explanation. It helps our work reach people who can benefit from it the most.
Other Articles You May Like

brizy_dc_post_title
Learn about Autonomous Maintenance - part of Total Productive Maintenance that empowers machine operators in basic maintenance tasks.

brizy_dc_post_title
Learn what is RAMS - acronym of Reliability, Availability, Maintainability & Safety/Supportability - in industrial maintenance.

brizy_dc_post_title
We explain what is the supposed role of Maintenance Planning Department in industry. We clear misconceptions and give do's and don'ts.

brizy_dc_post_title
Explaining 6 industrial maintenance types: Preventive, Reactive, Corrective, Predictive, Proactive and Reliability Centered Maintenance.
brizy_dc_post_title
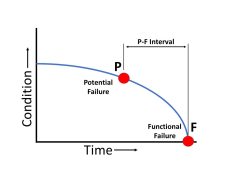
Practical aspects of PF Curve and PF Interval in maintenance & reliability explained. Learn what's the most important question in PF interval?

brizy_dc_post_title
The practical application of ABC classification of inventory for maintenance spare parts with examples from different industries.

brizy_dc_post_title
We explain the concept of Inherent Reliability - A metric used in industrial maintenance and reliability management.
brizy_dc_post_title
Intuitive explanation of Achieved Availability - Metric used in Industrial Maintenance & Reliability Management.

brizy_dc_post_title
Explaining in simple English the term Mean Time To Repair or Replace (MTTR) used in maintenance management.

brizy_dc_post_title
We explain the terms Mean Time Between Failures (MTBF) and Mean Time To Failure (MTTF) in simple and practical language.

brizy_dc_post_title
We give a detailed example of calculating Overall Equipment Effectiveness (OEE) for HVAC equipment (in a story telling style).

brizy_dc_post_title
Explaining the 8 wastes of lean manufacturing (or lean production) philosophy that are applicable on maintenance management.

brizy_dc_post_title
Intuitive explanation of the difference between Total Effective Equipment Performance (TEEP) & Overall Equipment Effectiveness (OEE).

brizy_dc_post_title
We explain in layman terms what is Overall Equipment Effectiveness (OEE) - a metric maintenance teams aim to maximize in industry.

brizy_dc_post_title
We explain a useful metric that is used by maintenance managers to determine efficiency of their maintenance workforce.

brizy_dc_post_title
We explain the maintenance work order system (or work management system) used by maintenance departments in simple words.